1、按使用方法大致可分成五类
电化学方法:这种方法的特点是利用电极反应,在零件表面上形成镀覆层,其中应用最广的是:电镀与阳极氧化。
化学镀方法:这种方法的特点是在没有电流通过的情况下,利用物质互相作用,在零件表面上形成镀覆层,主要工艺过程有:化学镀(化学镀镍、化学镀铜);化学转化膜处理(锌的铬酸盐钝化、钢铁的磷化、氧化)。
热加工方法:以热镀锌为主。
高真空方法。
其他物理方法。
2、按作用可以分五类
・ 提高零件的耐蚀性能:例如钢铁产品表面镀锌、锌铝等。
・ 提高零件的耐磨性能:例如镀铬、镀镍提高耐磨性,阳极氧化提高铝制品的耐磨性。
・ 提高零件的防护和装饰性能:例如镀铬、镀镍、镀铜、金属表面着色等。
・ 修复零件尺寸:例如轴、齿轮、花键等重要机械零部件使用后磨损,可采用镀铁、镀铬修复尺寸。
・ 赋予某些零件特殊的功能:例如镀铜镀银可以提高导电性能;镀镍-钴、镍-铁提高导磁性;镀锡可提高其耐酸性。
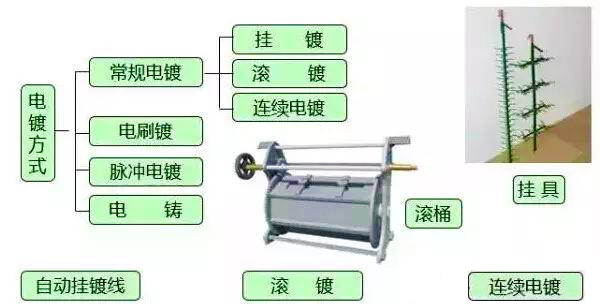
3、按加工方式可以分四类
4、镀锌溶液的分类
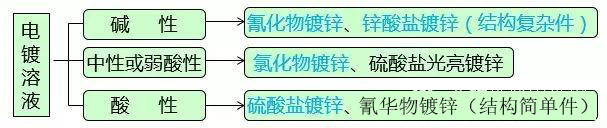
氰化物镀锌:镀层结晶细致,除氢后不会发黑、镀液分散能力好、温度范围较宽及废水治量简便;电流效率低,不宜镀铸铁件,毒性大,易分解,使操作有不安全感。
锌酸盐镀锌:对钢铁备无腐蚀作用,可用氰化物镀锌液转换,维护费底,镀层晶细致,对尽可能质敏感性底,废水处理方便;缺点是电流效率低,电镀时气体刺激性都较大,需装抽风设备。
氯化物镀锌:电流效率高(95%)镀层质量好,电镀过程渗氢少,可镀弹性件,能在铸件或高碳钢上直接电镀,镀液对操作工员影响小,不需抽风装置,管理维护也方便;缺点是对钢件设备有较大腐蚀性,钝化膜会发生“变色”现象,氯化氨废水难处理。采用无氨镀可改善。
硫酸盐镀锌:镀液简单,成本低,电流效率高,沉积速度快,适合在线材、带材上高速电镀。与其他类型镀液相比,它的阴极极化小,镀层结晶粗,分散覆盖能力差,只适用外形简单的零件。